

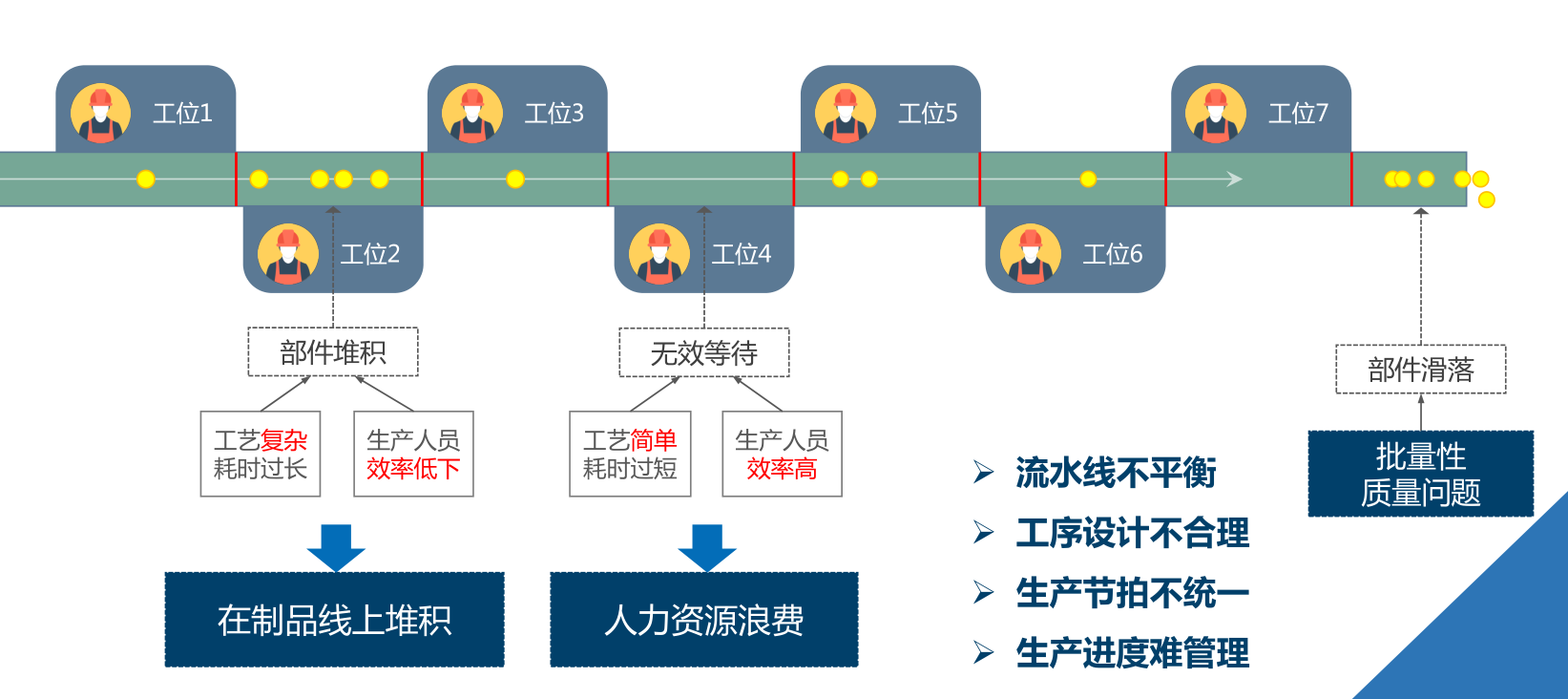
柔性化生产线、人工组装流水线中每个人的装配速度都在变动,有时快,有时慢,但是想做得比平均速度快的能力却受到了限制,工作的速度必须取决于前面队伍的速度。不能同步,达不到传统意义上的均衡,问题就会出现。比如2号工序、5号工序的操作太慢,导致在制品在产线上堆积。4号工序太快造成无效等待。所以,有了流水线,如果不能很好的划分节拍、控制节拍,那么问题依然得不到解决。
如上图:
流水线中每个人的装配速度都在变动,有时快,有时慢,但是想做得比平均速度快的能力却受到了限制,工作的速度必须取决于前面队伍的速度。不能同步,达不到传统意义上的均衡,问题就会出现。比如2号工序、5号工序的操作太慢,导致在制品在产线上堆积。4号工序太快造成无效等待。所以,有了流水线,如果不能很好的划分节拍、控制节拍,那么问题依然得不到解决。
一般的组装流水线生产线是柔性化生产线,各工位上工人手工操作作业,工位之间相对独立,导致整条线的生产节拍的不好统一,协调性和一致性不好,不利于产线的生产节拍控制和生产进度管理,不利于生产作业效率的改善提升。如何对柔性化生产线的各工位作业时间(节拍)实施一定的强制控制,使全线各工位作业协调一致,加强全线生产进度管理控制,以提高全线生产效率是本系统所需要解决的主要课题。
制邦节拍流水线控制系统,同时具备<智能控制>和<数据采集>的功能,智能管控柔性生产线。
智能控制 产线数据实时采集统计
●传送带智能控制 ●产量实时自动统计
●节拍快慢智能判定 ●不合格数量实时自动统计
●休息时间自动控制 ●当前产量实时自动统计
●启停按钮逻辑控制 ●产线有效时间统计
●开线停线按钮逻辑控制 ●产线无效时间统计
●临时停机控制 ●生产进度百分比实时计算和统计
●不合格产品按钮计数 ●产线合格率实时计算和统计
●连续次品自动停机控制 ● 产线效率实时计算和统计
●计划完成及时提醒 ●产线开线时间记录
●三色警示灯灯逻辑控制 ●当日统计数据实时上传
视频观看:
制邦节拍控制系统,通过定制化改造,以低成本实现以下功能:
(1) 作业节拍时间设定
通过不同品种作业节拍的设定确定全线各工位作业的标准时间。(可以根据不同阶段的作业水平对标准作业时间的设定进行修订,并给予一定的活动量)。
(2) 作业时间超限判定
通过在产线各个工位增加感应装置或者触发装置,精确判断每个工位在制品的‘拿起’和‘放下’之间的时间间隔,从而确定该工序的实际作业时间。
(3) 作业时间超限报警
按照设定的标准时间进行各工位作业时间的强制控制,当各工位作业时间接近(比如相差5s)设定节拍时系统灯光或声音报警。
(4) 作业时间超限停线
当某工位作业出现异常,规定时间内不能完成作业任务,系统自动停止产线传送带,同时发出报警信号(声光报警),异常工位尽快厘清手头工作,然后通过启动按钮恢复产线继续运行。
(5) 相关数据信息的时时采集及统计、储存
包括各工位实际作业时间、异常时间、异常次数、线体运行时间、计划产量、已完成产量、不良品数量,能够保存历史数据在一个月以上,数据自动更新。
(6) 数据信息查询
能够时时查询到当前全线各工位作业进度情况(计划数量、完成数量、未完数量)。能够查询到最近一个月内该线在每一天、每个品种各工位的实际作业时间、异常时间、异常次数、线体运行时间。
(7) 信息输出
可以将本系统的相关信息根据需要传送到各终端显示器显示,能够与公司已有计算机网络系统接口,以便信息共享。
...查看详情>>
电话:0519-85187626/13775180625
网址: http://www.zbmes1.com Email:wangxj@zbmes.com
公司地址: 江苏省常州市延政中大道经纬大厦602-606












CopyRight © 2018 常州制邦信息科技有限公司【官网】 All Rights Reserved 苏ICP备17025275号
